
Չժանգոտվող պողպատից սինտրացված թերթ





Հստակեցում
Նյութը՝Սննդի դասակարգ SS 304 316, պղինձ և այլն
Ձևը:Կլոր ձև, ուղղանկյուն ձև տորոիդաձև, քառակուսի ձև, օվալաձև այլ հատուկ ձև
Շերտ:Միաշերտ, բազմաշերտ
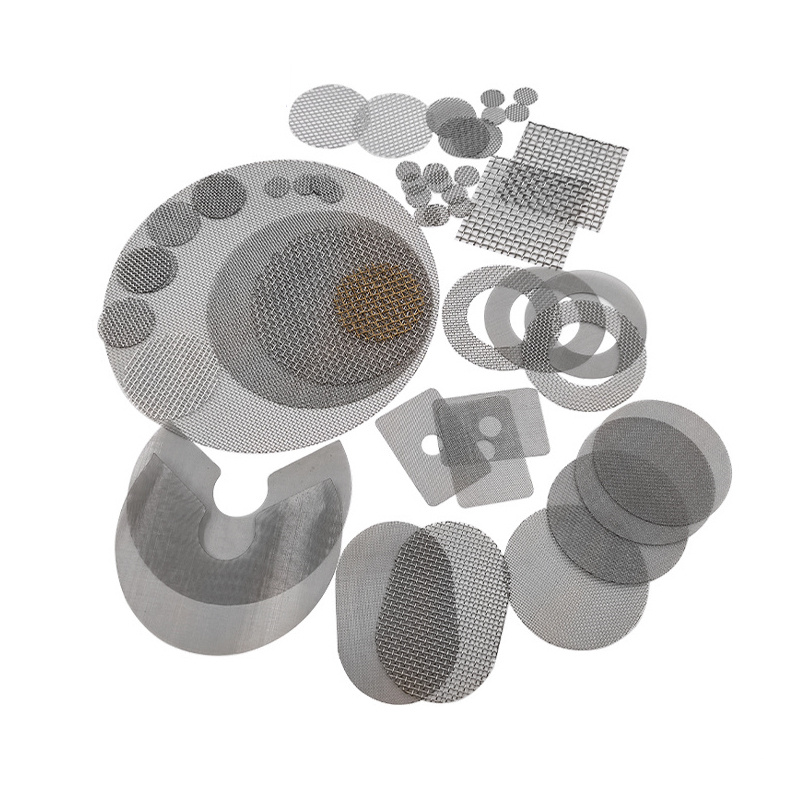

Ի՞նչ է սինտրացված ցանցը:
Պղտորված մետաղական ցանցը պատրաստվում է չժանգոտվող պողպատից միաշերտ մետաղալարով հյուսված նույն տեսակի կամ տարբեր ցանցերի շարելով, սինթրեումից, սեղմումից, գլորումից և այլ պրոցեսներից հետո պատրաստվում է դիֆուզիոն և պինդ լուծույթով՝ վակուումային կրակումից հետո մինչև 1100°C: .Նոր զտիչ նյութ՝ բարձր մեխանիկական ուժով և ընդհանուր կոշտությամբ:Յուրաքանչյուր շերտի մետաղական ցանցն ունի ցածր ամրության, վատ կոշտության և ցանցի անկայուն ձևի թերությունները, և կարող է ողջամտորեն համապատասխանել և ձևավորել նյութի դատարկ չափը, թափանցելիությունը և ուժի բնութագրերը, որպեսզի այն ունենա գերազանց զտման ճշգրտություն և զտման դիմադրություն:Մեխանիկական ուժ, մաշվածության դիմադրություն, ջերմային դիմադրություն և մշակելիություն, ընդհանուր կատարումն ակնհայտորեն ավելի լավն է, քան զտիչ նյութերի այլ տեսակներ, ինչպիսիք են սինթրած մետաղի փոշին, կերամիկա, մանրաթել, ֆիլտրի կտոր և այլն:
Պղտորված մետաղական ցանցը դասակարգվում է ըստ տարբեր մակարդակների և մետաղական ցանցերի կառուցվածքների, որոնք հիմնականում ներառում են հնգաշերտ սինտրացված մետաղական ցանց, բազմաշերտ մետաղական սինտրացված մետաղական ցանց, դակված թիթեղյա սինտրացված մետաղական ցանց, քառակուսի անցք ունեցող մետաղական ցանց և խսիր տիպի սինտրացված մետաղական ցանց:
Պղտորված ցանցի բնութագրերը
1. Բարձր ուժ և լավ կոշտություն: Այն ունի բարձր մեխանիկական ուժ և սեղմման ուժ, լավ մշակման, եռակցման և հավաքման կատարում և հեշտ օգտագործման համար:
2. Միատեսակ և կայուն ճշգրտություն. Զտման միատեսակ և հետևողական կատարողականություն կարելի է ձեռք բերել ֆիլտրման բոլոր ճշգրտությունների համար, և ցանցը չի փոխվում օգտագործման ընթացքում:
3. Լայն օգտագործման միջավայր: Այն կարող է օգտագործվել -200 ℃ ~ 600 ℃ ջերմաստիճանի միջավայրում և թթվային և ալկալային միջավայրի ֆիլտրում:
4. Մաքրման գերազանց կատարողականություն. լավ հակահոսանք մաքրող էֆեկտ, կարող է օգտագործվել բազմիցս և ունի երկար սպասարկման ժամկետ (կարելի է մաքրել հակահոսանքի ջրի, ֆիլտրատի, ուլտրաձայնային, հալման, թխման և այլնի միջոցով):
Սինտերինգի արտադրության գործընթացում կա երեք փուլ
1. Ցածր ջերմաստիճանի նախնական այրման փուլ:Այս փուլում հիմնականում տեղի են ունենում մետաղի վերականգնում, ներծծված գազի և խոնավության ցնդում, կոմպակտում ձևավորող նյութի քայքայումն ու հեռացումը.
2. Միջին ջերմաստիճանի տաքացման սինթրման փուլ:Այս փուլում սկսվում է վերաբյուրեղացումը:Մասնիկների մեջ դեֆորմացված հատիկները վերականգնվում և վերակազմավորվում են նոր հատիկների։Միևնույն ժամանակ, մակերեսի վրա օքսիդները կրճատվում են, և մասնիկների միջերեսը ձևավորում է սինթրած պարանոց;
3. Բարձր ջերմաստիճանի ջերմային պահպանումն ավարտում է սինթերման փուլը:Դիֆուզիան և հոսքը այս փուլում ամբողջությամբ իրականացվում են և մոտ են ավարտին, ձևավորելով մեծ թվով փակ ծակոտիներ և շարունակում են նեղանալ, այնպես որ ծակոտիների չափը և ծակոտիների ընդհանուր թիվը կրճատվում են, իսկ սինթրած մարմնի խտությունը զգալիորեն նվազում է: ավելացել է։
Հարակից ապրանքներ
-

Բազմակի օգտագործման 304 չժանգոտվող պողպատից սուրճի ֆիլտր մուտք...
Կիրառելի ուղեցույցներ 1. Սեղմեք սուրճի փոշին թամպերի միջոցով 2. Տեղադրեք համապատասխան չափի ջրանջատող ցանցը 3. Սուրճի մեքենայի բռնակը դրեք եփելու գլխին 4. Դիտեք հեղուկը Ինչու՞ օգտագործել երկրորդային ջրամատակարարման ցանց:Ջրի բաշխման երկրորդական ցանցը արդյունավետորեն բաժանում է սուրճի փոշին և եփելու գլուխը՝ այն մաքուր պահելու համար…
-

304 Սննդի դասի չժանգոտվող պողպատից զտիչ սկավառակ
Հստակեցում Նյութը՝ Սննդի դասակարգ SS 304 316, պղինձ և այլն Ձև՝ կլոր ձև, ուղղանկյունաձև պտույտաձև, քառակուսի ձև, օվալաձև այլ հատուկ ձև Շերտ՝ միաշերտ, բազմաշերտ Տեխնիկական տվյալներ Զտման ճշգրտություն՝ 150 մկմ և 200 մկրոն, այլ մատչելի են նաև։ Ցանցերի քանակը՝ հանրաճանաչ ցանցի չափը՝ 80 100 մես...

